








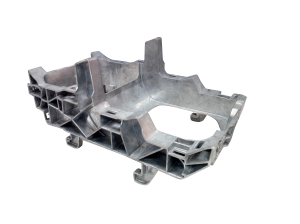
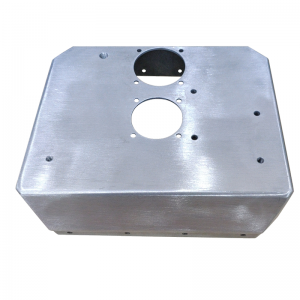
ODU muhafazasının alüminyum döküm tabanı ve kapağı
Teknik Özellikler
Alüminyum dökümler nasıl yapılır?
Sertleştirilmiş takım çeliğinden üretilen alüminyum döküm kalıpları, dökümlerin çıkarılabilmesi için en az iki bölümden oluşmalıdır. Alüminyum döküm işlemi, hızlı bir şekilde on binlerce alüminyum döküm üretme kapasitesine sahiptir. Kalıplar, döküm makinesine sıkıca monte edilir. Sabit yarım kalıp hareketsizdir. Diğer yarım kalıp ise hareketlidir. Alüminyum döküm kalıpları, dökümün karmaşıklığına bağlı olarak, hareketli kızaklar, çekirdekler veya diğer parçalarla basit veya karmaşık olabilir. Döküm işlemine başlamak için, iki kalıp yarısı döküm makinesi tarafından birbirine kenetlenir. Yüksek sıcaklıktaki sıvı alüminyum alaşımı kalıp boşluğuna enjekte edilir ve hızla katılaşır. Daha sonra hareketli kalıp yarısı açılır ve alüminyum döküm dışarı atılır.
Kingrun hakkında bilgi edinmek için alüminyum döküm tesisimizin videosunu izleyin. Video ayrıca şu platformlarda da mevcuttur:Kingrun YouTube.com'da
Özel Alüminyum Döküm Hizmetleri:
Budama
Çapak alma
Yağ giderme
Dönüştürme kaplaması
Toz boya
CNC kılavuz çekme ve işleme
Helisel ek parça
Tam inceleme
Toplantı
Alüminyum Dökümünün İkincil İşlemleri: Sunduğumuz Hizmetler:
·Yüksek hassasiyetli CNC işleme, frezeleme, delme, kılavuz çekme, elektro kaplama, eloksal kaplama
Isı dağıtıcıların döküm taban ve kapağının avantajları
Dökme kalıp ısı dağıtıcılar neredeyse nihai biçimde üretilir, çok az veya hiç ek montaj veya işleme gerektirmez ve karmaşıklık açısından çeşitlilik gösterebilir. Dökme kalıp ısı dağıtıcılar, benzersiz şekil ve ağırlık gereksinimlerinin yanı sıra yüksek hacimli üretim ihtiyaçları nedeniyle LED ve 5G pazarlarında popülerdir.
1. Ekstrüzyon veya dövme yöntemleriyle mümkün olmayan karmaşık 3 boyutlu şekiller üretmek.
2. Isı dağıtıcı, çerçeve, gövde, muhafaza ve bağlantı elemanları tek bir döküm halinde birleştirilebilir.
3. Kalıp dökümünde delikler açılabilir.
4. Yüksek üretim hızı ve düşük maliyet
5. Sıkı toleranslar
6. Boyutsal olarak kararlı
7. İkinci bir işleme gerek yoktur.
Son derece düz yüzeyler sağlayın (ısı emici ve kaynak arasındaki temas için idealdir).
Korozyon direnci oranları iyi ile yüksek arasında değişmektedir.
Döküm İşlemi Hakkında Sıkça Sorulan Sorular
1. Ürünümüzün tasarımında bize yardımcı olabilir misiniz veya mevcut tasarımı geliştirebilir misiniz?
Müşterilerimizin ürünlerini oluşturmalarına veya tasarımlarını geliştirmelerine yardımcı olmak için profesyonel bir mühendislik ekibimiz var. Niyetinizi anlamak için tasarım öncesinde yeterli iletişim kurmamız gerekiyor.
2. Nasıl fiyat teklifi alabilirim?
Lütfen 3 boyutlu çizimleri IGS, DWG, STEP vb. formatlarda ve tolerans talebi için 2 boyutlu çizimleri bize gönderin. Ekibimiz tüm fiyat teklifi gereksinimlerinizi kontrol edecek ve 1-2 gün içinde size teklif sunacaktır.
3. Montaj ve özel paketleme yapabilir misiniz?
Evet, montaj hattımız var, bu nedenle ürününüzün üretim hattını son adım olarak fabrikamızda tamamlayabilirsiniz.
4. Üretim öncesinde ücretsiz numune sağlıyor musunuz? Ve kaç adet?
1-5 adet T1 numunesini ücretsiz olarak sunuyoruz; daha fazla numuneye ihtiyaç duyulması durumunda ek ücret talep edeceğiz.
5. T1 numunelerini ne zaman göndereceksiniz?
Döküm kalıbının hazırlanması 35-60 iş günü sürecek, ardından onay için size T1 numunesi göndereceğiz. Seri üretim ise 15-30 iş günü sürecektir.
6. Nasıl gönderilir?
Ücretsiz numuneler ve az miktardaki parçalar genellikle FEDEX, UPS, DHL vb. aracılığıyla gönderilir.
Büyük hacimli üretim genellikle hava veya deniz yoluyla gönderilir.


Ürün kategorileri
-

5G dış mekan kullanımı için alüminyum döküm taban ve kapak...
-
Otomotiv için alüminyum yüksek basınçlı döküm taban...
-

MC gövdelerinin döküm taban bandı üst kapağı
-

Elektrik için alüminyum döküm küçük kablo kılıfı...
-

Yüksek basınçlı alüminyum döküm kol dayama destek tabanı...
-
Elektrik kutusunun alüminyum döküm arka kapağı




